







AUTOMATIZZAZIONE: IMBALLAGGIO, PALLETTIZZAZIONE E LOGISTICA

Nei contesti produttivi moderni, le aziende della grande produzione maggiormente avanzate tecnologicamente hanno automatizzato tutto il fine linea, ovvero la macro fase che inizia con il confezionamento (detto anche packaging primario), già trattata nell’articolo Tecniche di Packaging industria alimentare | R+W Italia, continua con l’imballaggio (detto anche packaging secondario) e la pallettizzazione e finisce con la movimentazione della merce verso la zona di spedizione. Con l’adozione di soluzioni automatizzate in vari settori, come l’alimentare, il beverage, il chimico e il farmaceutico, le aziende hanno potuto aumentare produttività, sicurezza e affidabilità dei processi logistici. Vediamo più nel dettaglio queste fasi e i macchinari utilizzati per automatizzarle.
L’imballaggio
In ambito industriale, quella del packaging secondario è la fase in cui si raggruppa, protegge ed identifica per la distribuzione il prodotto che è già stato confezionato per essere presentato al cliente. L’obiettivo è rendere più facili e veloci la manipolazione e il trasporto di un gruppo di oggetti senza intaccare l’integrità e conformità del packaging primario. Infatti, non sempre quest’ultimo ha una geometria o una resistenza meccanica che si prestino al meglio all’impilaggio per la pallettizzazione.
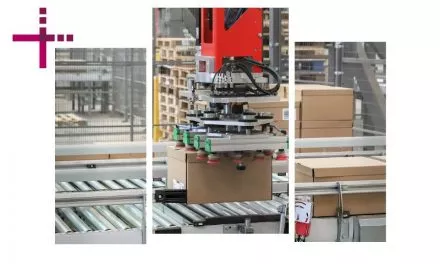
Questa fase inizia con la stabilizzazione del flusso delle unità confezionate, dato che non sempre si ha un accumulo di confezioni ordinate ed orientate in maniera sempre uguale e coerente (ripetibilità). Quando il mix di prodotti da imballare è limitato ed è composto da prodotti rigidi e poco sensibili a graffi generalmente si ricorre a nastri con guide e sistemi anti-sovrapposizione oppure a sorter con pettini per la suddivisione. Una volta ordinati e raggruppati i prodotti si procede a spingerli all’interno del contenitore secondario che può essere una scatola di cartone, una busta di plastica o carta o un contenitore di plastica rigida ottenuto usando delle formatrici. Se invece la variabilità dei prodotti è ampia, la domanda richiede cambi formato frequenti o si stanno trattando oggetti fragili o scivolosi, è preferibile optare per un pick&place robotico con pinze o ventose e sistema di visione.
Infine, per la chiusura e la sigillatura degli imballi sono stati sviluppati tre principali tipi di macchinari: quelli che tramite un ugello applicano della colla sull’imballo e mettono a contatto due estremità per siggillarne un bordo; quelli che avvicinano due estremità del contenitore ed applicano del nastro adesivo; quelli che procedono alla chiusura tramite piegatura dei cartoni ad incastro (soluzione che richiede una precisione decisamente superiore alle precedenti).
La pallettizzazione
La fase successiva è la pallettizzazione, ovvere la disposizione di tutti i packaging secondari su di un pallet e la seguente fasciatura tramite fascette rigide o film termoretraibili. L’utilizzo di macchinari per questa fase non migliora solo la velocità delle operazioni ma risolve anche problemi operativi, come nei settori chimico e farmaceutico, dove ogni fase deve rispettare rigidissimi requisiti di qualità e tracciabilità in ambienti controllati, come nel caso delle camere bianche che vengono dotate di versioni studiate appositamente per questi settori così da minimizzarne la contaminazione[18][19].
In generale esistono due casistiche: per prodotti ripetitivi e pattern stabili si adottano macchinari pallettizzatori strato-su-strato che sono più veloci ma meno flessibili ad eventuali cambiamenti di formato; quando invece si richiedono pattern multipli e cambi formato frequenti si preferisce adottare robot manipolatori che necessitano solo di un aggiornamento software per adattarsi alle varie esigenze. La progettazione del pattern di disposizione, per essere fatto in maniera ottimale, deve considerare l’indice di riempimento volumetrico della struttura, la stabilità dinamica della composizione che si viene a creare (tenendo conto dei coefficienti di attrito fra strati e la presenza di interfalda) oltre ai vincoli classici dovuti alla movimentazione (altezza massima, peso per pallet, accessi di presa).
Per aiutare i progettisti sono stati sviluppati software e, con l’esplosione dell’AI, anche sistemi di machine learning per generare e ottimizzare automaticamente gli schemi di impilamento, riconoscere prodotti in modo adattivo e apprendere da ogni ciclo di lavoro. Inoltre grazie a fotocamere e laser 3D è migliorata di moltissimo la capacità di “vedere” il prodotto da pallettizzare, anche in caso di confezioni irregolari o impilamenti misti, permettendo di effetturare una pianificazione in tempo reale del miglior posizionamento possibile degli oggetti. L’adozione di visione integrata favorisce inoltre l’analisi dati (big data) sui flussi fisici, abilitando manutenzione predittiva e ottimizzazione continua del sistema.
La logistica (meglio se automatica)
Una volta terminata la fase di pallettizzazione si procede con la fase di logistica nella quale, se automatizzata, prevede l’ausilio di macchine mobili autonome (AGV/AMR) che permettono di spostare i pallet pieni o materie prime tra isole robotizzate del magazzino. Osserviamone brevemente le caratteristiche:
- Con il termine AGV, Automated Guided Vehicle, si identificano veicoli a guida automatica che seguono percorsi prestabiliti tramite infrastrutture fisiche o virtuali, come fili induttivi, nastri magnetici, riflettori o mappe preconfigurate. Il loro comportamento è fortemente deterministico e il layout deve essere definito con precisione già in fase di progetto.
- Gli AMR, Autonomous Mobile Robots, rappresentano un’evoluzione di questo concetto: utilizzano sensori avanzati, tipicamente LIDAR (Light Detection And Ranging, ovvero un sensore di misura della distanza basato sull’emissione di impulsi laser e sulla misurazione del tempo di ritorno del segnale riflesso dagli oggetti circostanti), telecamere e unità inerziali, insieme ad algoritmi di navigazione autonoma e SLAM (Simultaneous Localization and Mapping, un insieme di algoritmi che consente a un robot di costruire una mappa dell’ambiente mentre, simultaneamente, stima la propria posizione all’interno di essa), per muoversi in ambienti non strutturati, adattarsi agli ostacoli e ricalcolare dinamicamente i percorsi.
In sintesi, mentre l’AGV segue un percorso, l’AMR decide il percorso.
Questa differenza ha un impatto diretto sull’impiego tra pallettizzazione e spedizione. A valle del pallettizzatore, il pallet completo deve essere evacuato in modo rapido e affidabile per evitare che tale fase diventi il collo di bottiglia dell’intero impianto. In questo scenario, sia AGV che AMR svolgono la funzione di collegamento fisico e logico tra una fase fortemente standardizzata, governata da PLC e cicli macchina ripetitivi, e un’area di spedizione caratterizzata da elevata variabilità di destinazioni, priorità e configurazioni di carico. Per via della loro logica di traffico basata su regole fisse e priorità statiche, gli AGV risultano particolarmente adatti quando i flussi sono stabili, le distanze ben definite e il layout non subisce variazioni nel tempo. Negli AMR, invece, logica di traffico è più evoluta e orientata all’ottimizzazione dinamica, con ricalcolo dei percorsi in funzione della congestione e dello stato dell’impianto. Pertanto offrono un vantaggio competitivo quando l’area di spedizione è soggetta a continue riconfigurazioni o quando è necessario convivere in modo flessibile con operatori e mezzi manuali. Perciò, in sintesi, gli AGV offrono robustezza, ripetibilità e semplicità in contesti stabili e altamente strutturati mentre gli AMR garantiscono flessibilità, scalabilità e maggiore adattabilità in ambienti dinamici.
Robot utilizzati per il pick&place
Nel corso di questo articolo abbiamo citato spesso i robot. Questi importanti macchinari specializzati sono in grado di gestire scatole, sacchi, casse e altri carichi eterogenei grazie a manipolatori dedicati, telecamere 3D e scanner che identificano forma, orientamento e dimensioni dei prodotti, riducendo il rischio di danneggiarli durante la movimentazione. Le principali tipologie di robot sono:
- Robot antropomorfi (a 6 assi): solitamente dotati di almeno 6 giunti rotanti riproducono i movimenti del braccio umano, garantendo la massima versatilità e ampio raggio d’azione. I bracci robotici veloci e flessibili possono essere equipaggiati con qualsiasi sistema di presa come pinze, ventose o magneti e telecamere 3D per riconoscere le confezioni. Sono ideali per operazioni di picking e pallettizzazione multi-prodotto ma non hanno capacità di carico elevate.
- Robot delta: è una tipologia a cinematica parallela, caratterizzata da una struttura composta da tre (talvolta quattro) bracci leggeri collegati a una base fissa e convergenti verso una piattaforma mobile su cui è montato l’organo di presa. Questa architettura consente di ottenere accelerazioni e velocità estremamente elevate, con tempi ciclo molto ridotti, rendendo i robot delta particolarmente adatti ad applicazioni di picking ad alta velocità su nastri trasportatori. Grazie alla ridotta massa in movimento, il robot delta garantisce un’elevata ripetibilità e precisione nelle operazioni di presa e rilascio, soprattutto su carichi leggeri. È frequentemente equipaggiato con sistemi di visione 2D o 3D, sincronizzati con il movimento del trasportatore, che permettono di identificare posizione e orientamento dei prodotti in tempo reale. Il principale limite di questa tipologia è rappresentato dalla capacità di carico contenuta e da un volume di lavoro relativamente ristretto, tipicamente a forma di cupola, che ne circoscrivono l’impiego a prodotti di piccole e medie dimensioni, come confezioni alimentari, componenti elettronici o articoli farmaceutici.
- Robot SCARA: cinematicamente è costituito da due rotazioni attorno a due assi paralleli e una rotazione verticale. La struttura garantisce una notevole rapidità di posizionamento e raggio di lavoro verticale pur mantenendo un’elevata rigidezza e ripetibilità che gli permette di gestire carichi elevati in spazi ridotti.
- Robot cartesiani o cartesiana a portale: sono robot industriali i cui tre assi principali di controllo sono lineari (si muovono in linea retta anziché ruotare) e sono ad angolo retto tra loro e quindi ogni punto raggiungibile è individuato da una terna cartesiana di riferimento. La struttura offre tre principali vantaggi: affidabilità e precisione, semplicità di programmazione, e capacità di carico elevata, anche di diverse centinaia di kg.

Ad esempio, nel food and beverage si utilizzano robot a colonna ad alta velocità con sensori di visione per impilare fino a oltre 3.000 casse/ora e robot cartesiani per impilare su pallet casse di prodotti pesanti, mantenendo schemi di carico compatti ed efficienti.
Controllo qualità, visione e tracciabilità: dal “giusto” al “dimostrabile”
La qualità non è solo “fare bene”, ma è anche “saper dimostrare di aver fatto bene”. I controlli peso dinamici sono efficaci per individuare mancanze di componenti interni quando la visione con sistemi a telecamera non è possibile; bisogna tuttavia caratterizzare il segnale per filtrare rumori da vibrazioni e fluttuazioni di umidità del cartone. Il principio guida è combinare controlli ortogonali (visione + peso + presenza colla) in modo che ogni singola deviazione del processo non comprometta la confidenza complessiva. Per questo, oltre ai controlli in linea come il peso, la corretta chiusura e la leggibilità codici, è cruciale l’integrazione dei dati in un sistema di gestione (o in software di intelligenza artificiale) che ne analizzi le variazioni, i pattern e ne conservi i valori in server dedicati.
La tracciabilità si sviluppa su livelli: unità primaria (se serializzata), pack secondario e pallet. L’aggregazione costruisce l’albero di contenimento con associazioni univoche e, in caso di reclamo o ritiro, consente di isolare lotti con estrema precisione. Inoltre la progettazione di un processo di scarto ben strutturato, come ad esempio l’uso di contenitori chiusi dotati di conteggio automatico e pianificare svuotamenti controllati, rende impossibili mescolamenti ed errori oltre a consentire il superamento efficace anche degli audit più difficili.
Il ruolo del fornitore di componenti
Le esigenze delle macchine per imballaggi in termini di velocità e precisione sono in costante aumento. Guardando al futuro, l’industria dell’imballaggio dovrà dare priorità alla collaborazione lungo l’intera catena di approvvigionamento, instaurando partnership con fornitori e specialisti del settore per condividere conoscenze e progressi. È il caso di R+W azienda leader nella produzione di giunti e alberi di trasmissione, in grado di mettere la sua esperienza a disposizione del progettista per aiutarlo a migliorare l’efficienza operativa dei processi di confezionamento.
R+W, essendo a conoscenza di queste esigenze, propone soluzioni specifiche grazie all’estrema possibilità di personalizzazione delle geometrie, dei materiali e delle coppie trasmesse dai suoi giunti; i più utilizzati in questo settore sono i giunti a soffietto e i giunti a elastomero, i primi garantiscono un posizionamento preciso grazie al soffietto metallico che li rende torsionalmente rigidi e a gioco zero, i secondi smorzano le vibrazioni e compensano i disallineamenti grazie agli inserti in elastomero.
